General classification of industrial presses
Las prensas industriales se clasifican según el tipo de accionamiento del carro. En función de este criterio se distinguen cuatro familias principales. Mechanical presses are the most productive for cold sheet metalforming y constituyen el núcleo de cualquier taller de matricería o estampación en serie.
Prensas mecánicas
El carro se acciona mecánicamente: biela-manivela, eje excéntrico, husillo con discos de fricción, rodillera o cuña. La energía se almacena en un volante de inercia y se libera al carro en cada ciclo a través de un embrague. They are the most productive for cold sheet metalforming.
Hydraulic presses
Un motor eléctrico acciona una bomba rotativa que suministra aceite a presión al cilindro de trabajo. The force is independent of ram position and can be developed at any point of the stroke. Ideal for deep drawing, open-die forging and extrusion of long parts.
Prensas neumáticas
Utilizan aire comprimido (4–10 bar) como fluido motor. Simple installation with no risk of oil contamination. Limitadas a fuerzas de hasta 500 kN; se emplean en ensamblaje, inserción de casquillos, remachado y sellado en entornos farmacéuticos o alimentarios.
Martinetes de forja
Actúan por energía cinética de impacto: a falling mass strikes the hot metal billet (850–1,250 °C), deforming it to fill the die. Counter-blow hammers simultaneously move both ram heads in opposite directions. Energía de impacto hasta 1.500 kJ.
Within mechanical presses there are additional classification criteria: frame construction type (1 montante, 2 montantes, 4 columnas), number of actions (simple, doble, triple).
For punching and cold stamping of medium and long production runs, the mechanical press offers higher production rate, lower cost per part and better adaptation to automatic strip feeding systems than any other alternative. ESNA fabrica prensas mecánicas excéntricas de cuello de cisne (30–315 t) y de doble montante (hasta 400 t).
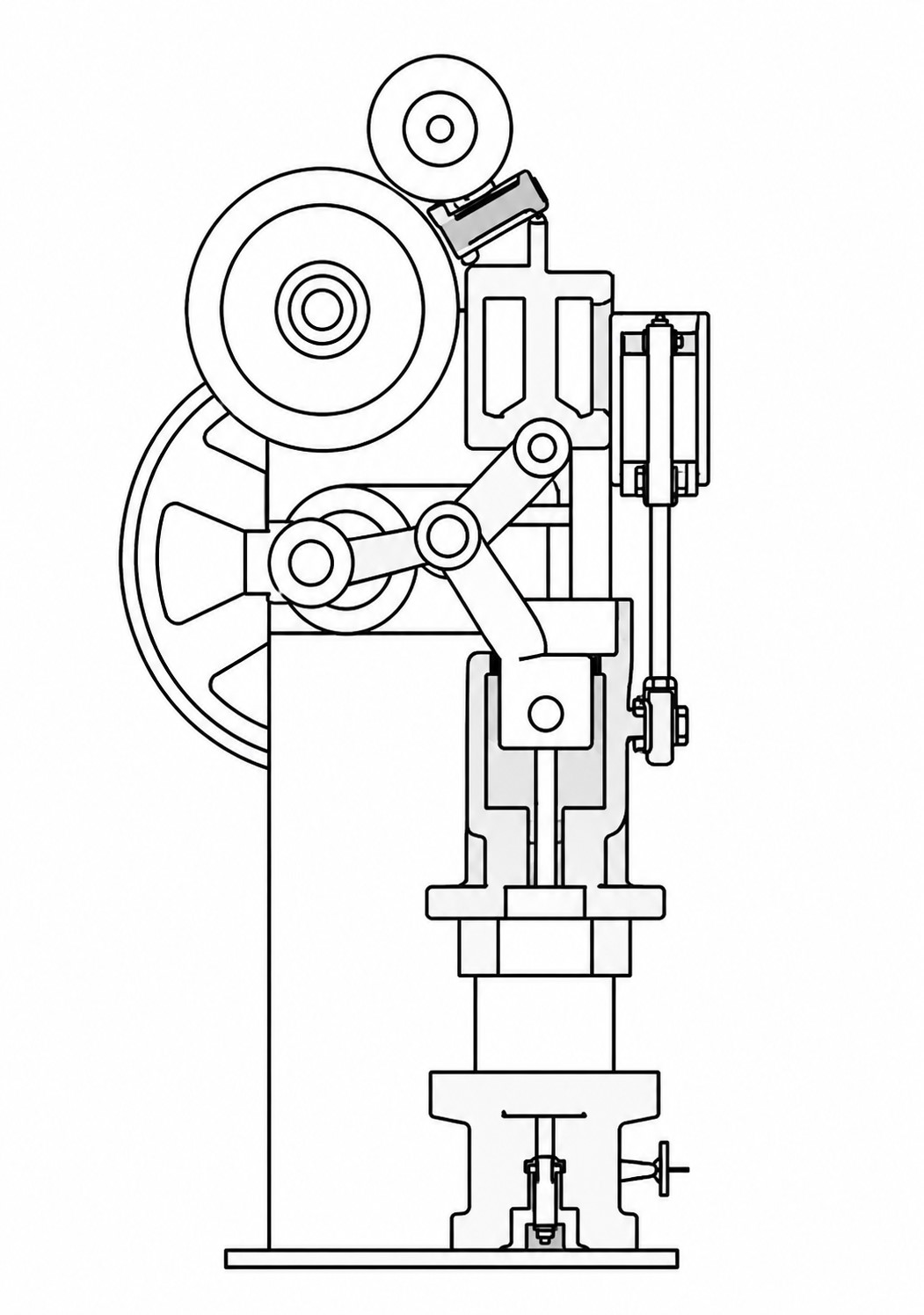
Screw Presses (Friction Drive)
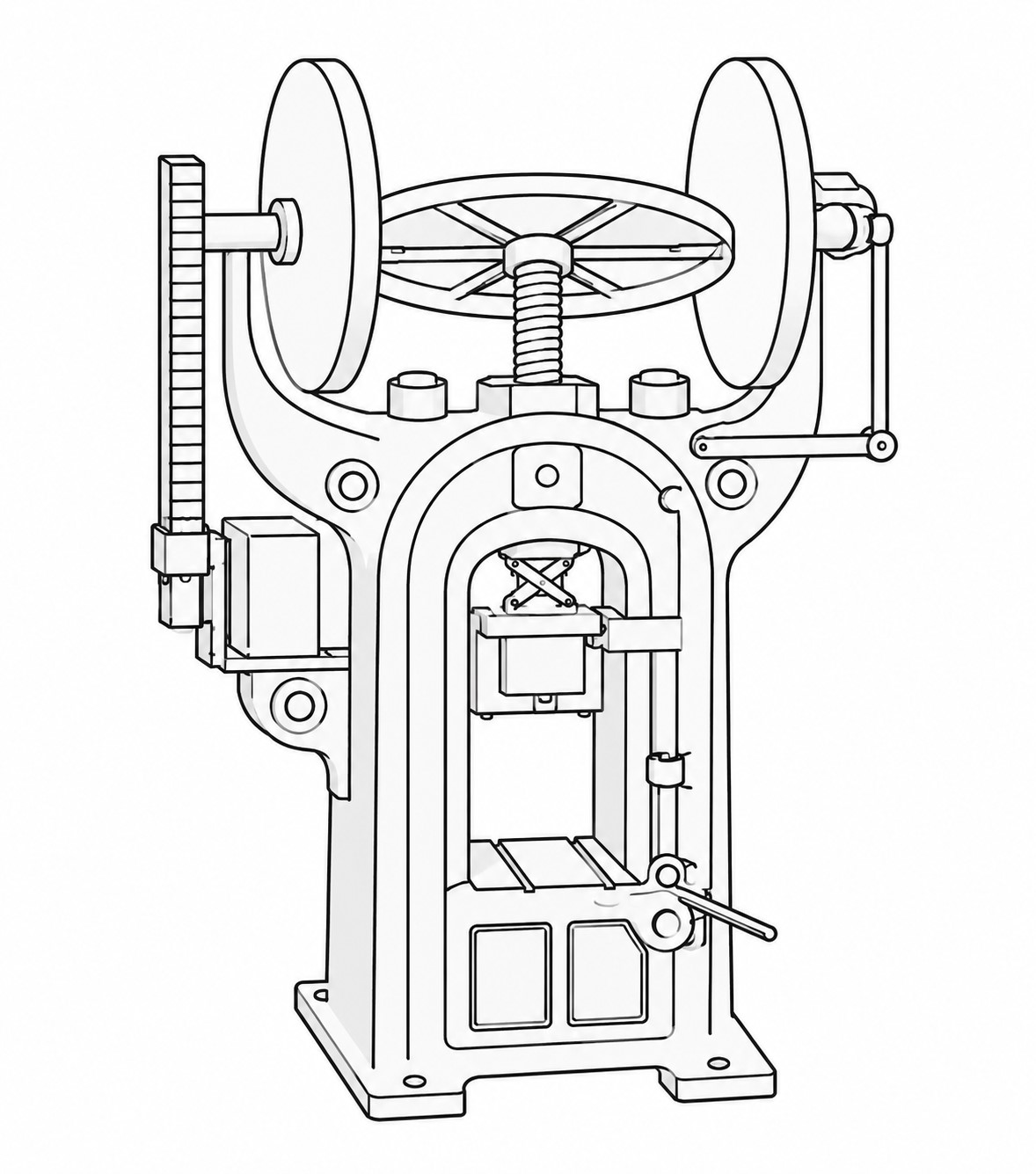
En las prensas de husillo, denominadas también prensas a fricción, el carro se desplaza hacia arriba y hacia abajo mediante un husillo roscado. El tipo más extendido es la prensa de 2 discos de fricción: un motor eléctrico acciona, mediante correa y polea, el eje sobre el que van calados dos discos de fricción que se presionan alternativamente contra el volante. Según cuál de los dos discos entre en contacto con el volante, este gira en un sentido o en otro, haciendo subir o bajar el carro a través del husillo.
La prensa de husillo es, en esencia, una máquina a capacidad de trabajo impuesta: no se puede ajustar libremente ni la carrera ni la fuerza; lo que se puede imponer es la energía cinética acumulada en el volante antes del ciclo. This characteristic means that for very short working strokes, heavy overloads can be generated capable of damaging the columns or the spindle itself.
La variante más moderna es la de accionamiento servo-eléctrico directo, en la que el rotor del motor y el volante forman una unidad única sin discos de fricción: el movimiento se transmite por campo magnético, elevando el rendimiento al 70% y permitiendo recuperar energía de frenado. Applied to coining, sizing, straightening, bending and hot stamping.
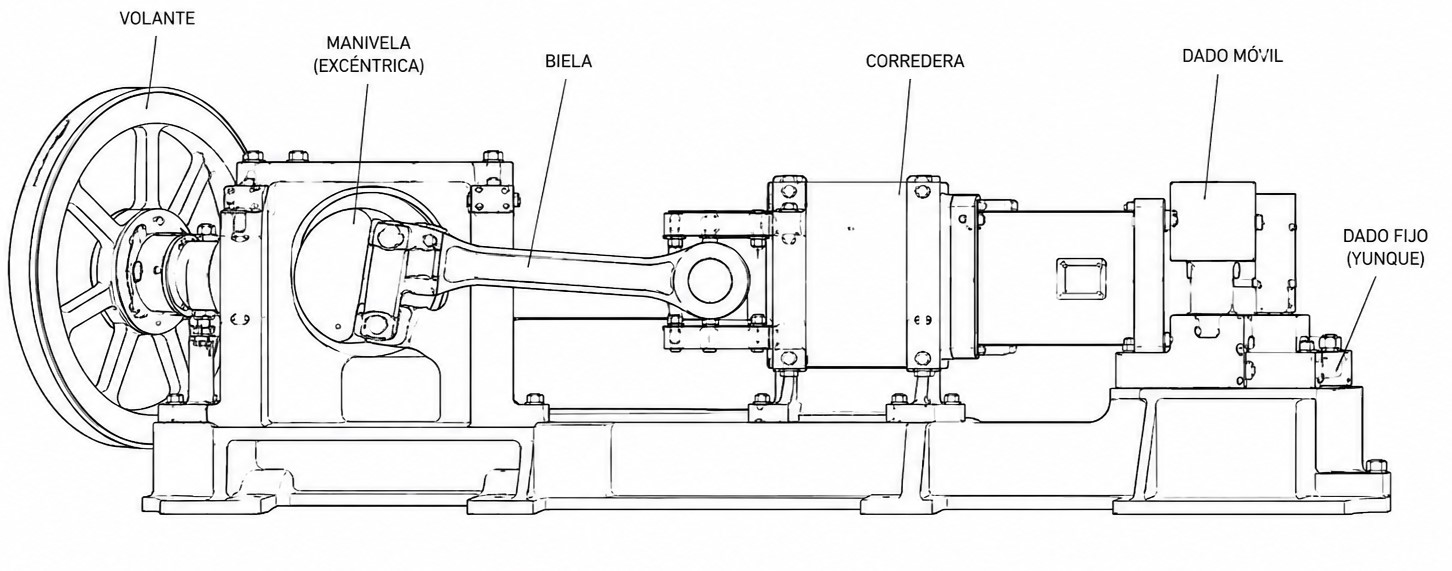
Eccentric Mechanical Presses
En las prensas excéntricas, denominadas también prensas mecánicas de tipo biela/manivela, el movimiento rotatorio del eje excéntrico se transforma en movimiento rectilíneo alternativo del carro mediante una biela. The energy stored in the flywheel is transmitted via the clutch, normally actuated by foot pedal or two electric push buttons. The brake is essential for stopping the crank mechanism when the crank and connecting rod have reached top dead centre.
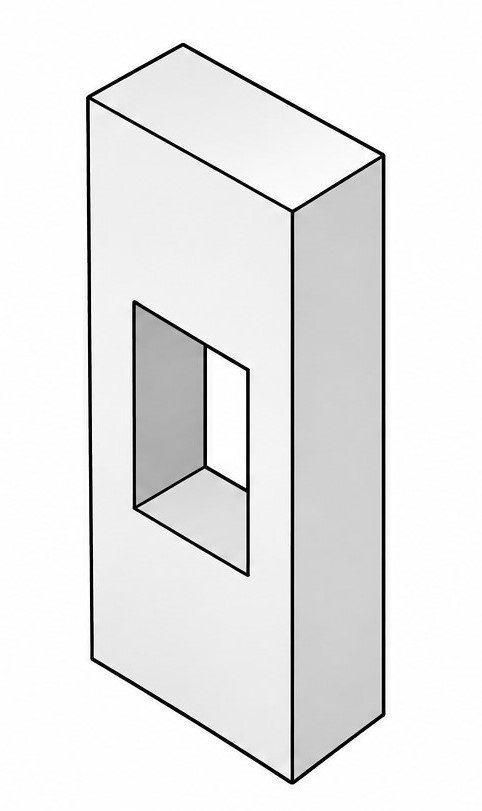
Clasificación por frame construction type
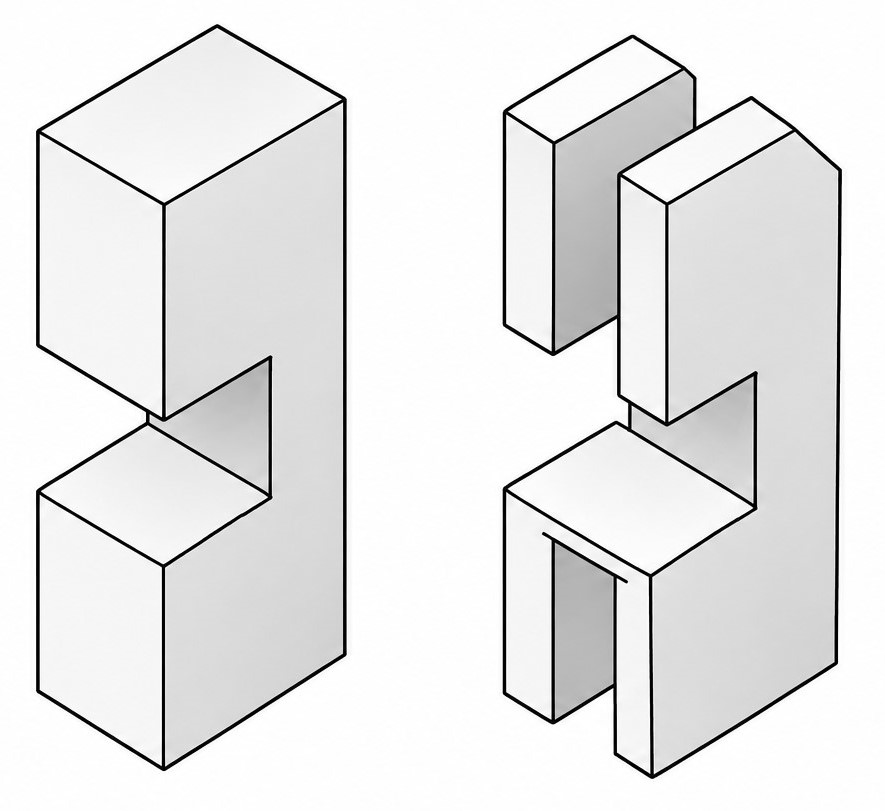
El bastidor puede construirse en una sola pieza —la prensa frontal propiamente dicha— o en dos piezas soldadas formando un bastidor doble. La gran ventaja es la accesibilidad desde tres lados de la zona de trabajo, lo que facilita la alimentación de tira automática lateral, la evacuación de la pieza y el montaje del utillaje.
Como contrapartida, la apertura en C genera una desviación angular del bastidor bajo carga que reduce el paralelismo entre carro y mesa. Son la opción estándar hasta 315 t.
Double-column presses have the eccentric shaft supported at both ends, eliminating the angular deflection of the C-frame. Pueden tener una, dos o cuatro bielas que transmiten el movimiento al carro. The four-connecting-rod construction guarantees uniform force distribution across the entire table, essential for deep drawing, large-part blanking and stamping in general.
These are single-column presses whose frame can be tilted relative to vertical, facilitating gravity evacuation of the finished part towards the rear. Pueden ser de transmisión por volante directo o de reducción de engranes.
Tipos de prensa por number of actions
Según el number of actions, la prensa se denomina de simple, doble o triple efecto.
En una prensa de doble efecto, la corredera exterior actúa como sujetador de chapa y la interior como punzón, accionadas por sistemas independientes. Esta configuración es el estándar industrial para embutición profunda de chapa: the blank holder controls material flow into the die preventing wrinkling, while the punch performs the drawing.
La prensa de triple efecto añade un punzón central que penetra en la cámara de la matriz desde abajo, empleado para embuticiones muy profundas y conformación de fondo curvado.
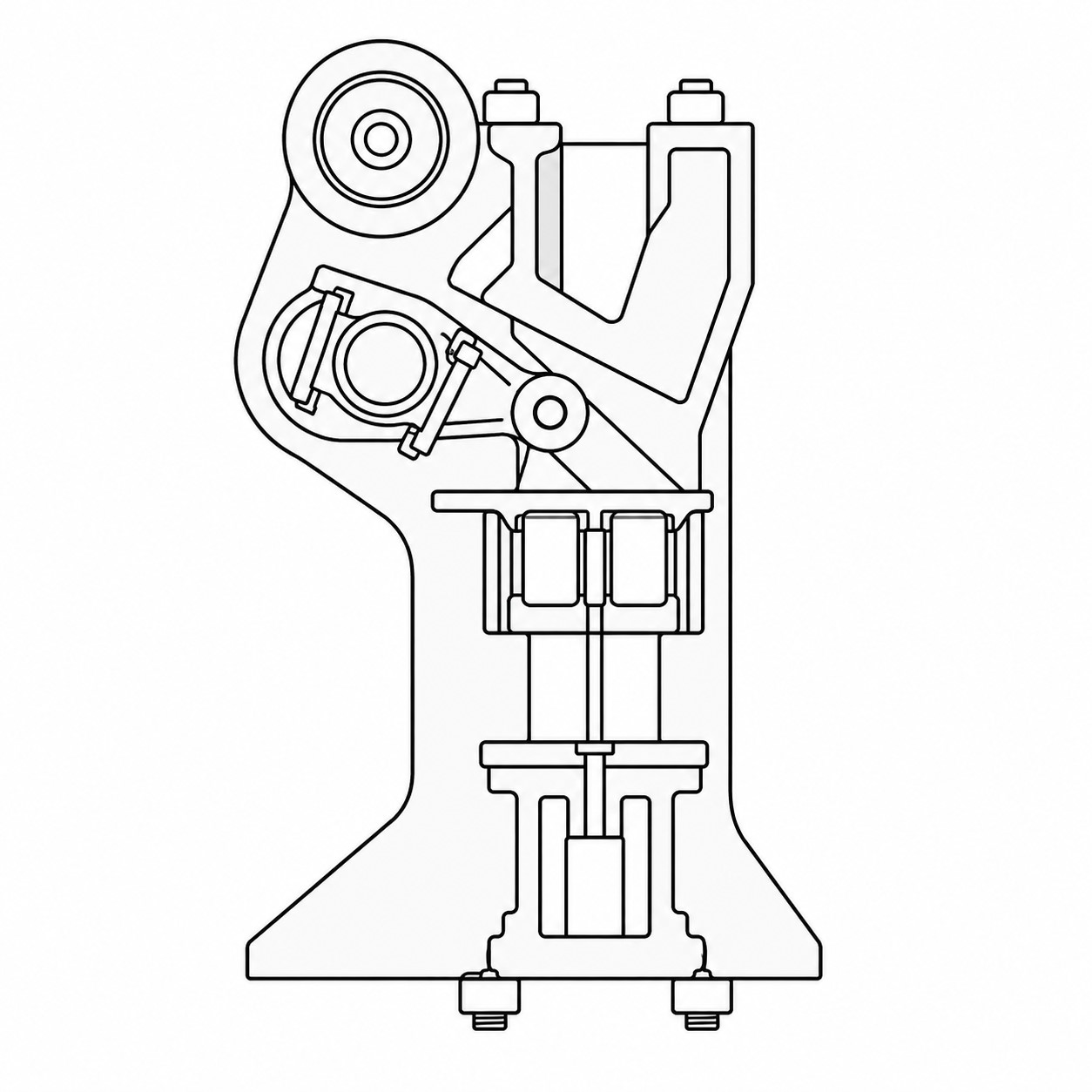
Knuckle Joint Presses
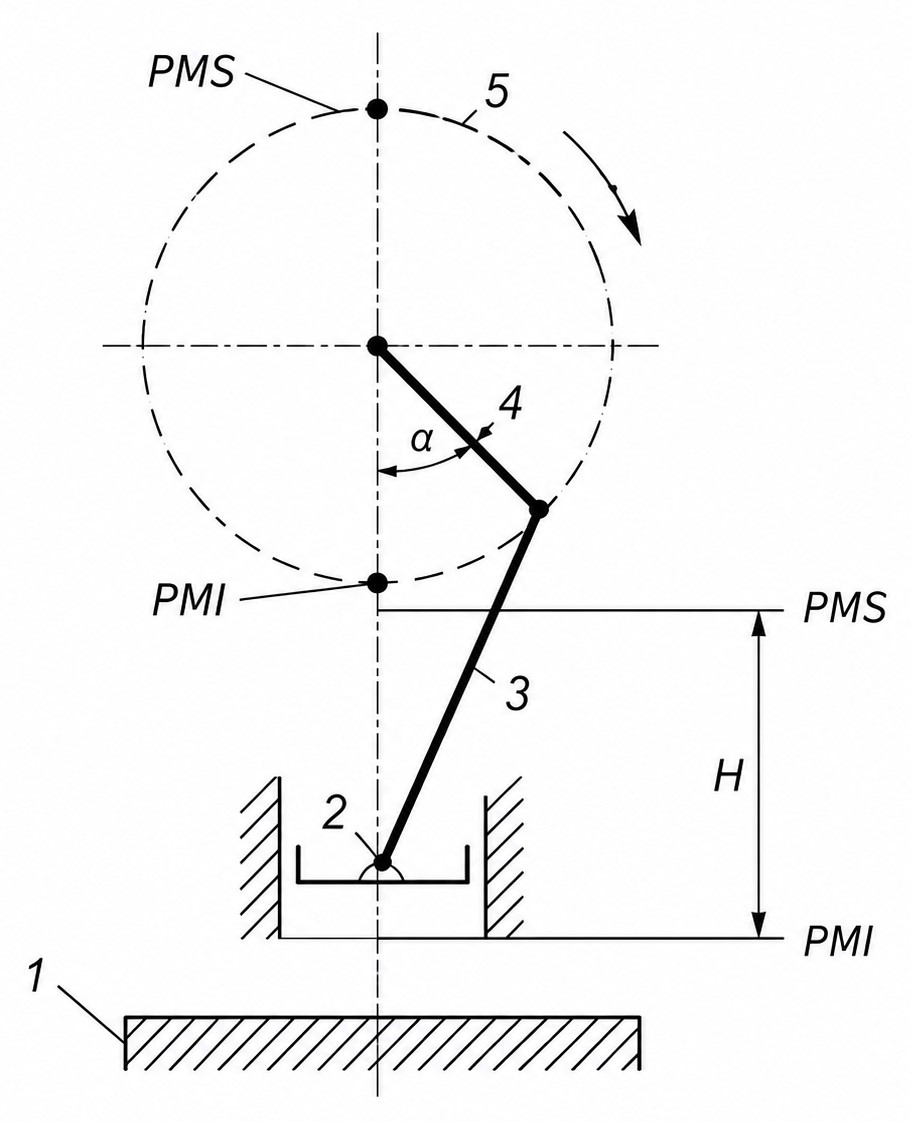
Las prensas de rodillera son una variante de las prensas de manivela en la que la fuerza se transfiere al carro a través de un mecanismo de rodillera: dos brazos articulados entre sí en un extremo y con uno fijo y otro vinculado al carro en los otros dos extremos. When the crank pushes the articulation point, the arms tend to align and generate a force on the ram far greater than that applied.
La característica principal es que la fuerza nominal solo está disponible 3 o 4 mm antes del punto muerto inferior, correspondiente a un ángulo de manivela α = 32°. For greater stroke values the force decreases rapidly. Son la solución óptima para fuerzas muy elevadas en recorridos de trabajo muy cortos: acuñado, calibrado y extrusión directa de piezas cortas.
La variante palanca articulada (doble articulación) permite que el desplazamiento del carro sea 3 a 4 veces mayor que en una prensa excéntrica equivalente, con movimiento más lento cerca del punto muerto inferior. Applied to cold extrusion of long parts and thin-wall tube forming, with forces from 4,000 to 16,000 kN.
Wedge Presses
Las prensas de cuña son un tipo de prensa a manivela en la que el carro no es empujado directamente por la biela, sino a través de una cuña que actúa sobre la superficie superior del carro. The connecting rod pushes the wedge horizontally and this, through its angle of inclination, generates a vertical force component on the ram displacing it downward.
La principal ventaja es que la cuña apoya uniformemente sobre toda la superficie superior del carro, impidiendo que se genere la flexión lateral que aparece en las prensas de manivela convencionales. This translates into: greater rigidity, lower lateral loads on the guides, greater dimensional precision, longer die life and better stroke regulation. La prensa de cuña más grande construida para estampado ha alcanzado 80 MN de fuerza nominal con una cadencia de 60 gpm.
Horizontal Forging Presses
Las prensas horizontales de forja son prensas mecánicas de manivela con mecanismo de rodillera en las que el carro y el punzón se desplazan en sentido horizontal. The operator positions the workpiece using the foot pedal; the ram closes the die through a cam system. El punzón entra en contacto con la pieza solo después del cierre de la mordaza.
Respecto a las prensas de manivela convencionales, trabajan con mayor velocidad y mayor precisión. Their main disadvantage is high tooling consumption and long machine setup times. Su aplicación principal es la forja libre: recalcado, punzonado y taladrado de lingotes groseros, semielaborados y piezas acabadas.
High-Speed Automatic Punching Presses
Las prensas de punzonado automático de alta velocidad son prensas excéntricas de bastidor cerrado diseñadas específicamente para operar a cadencias extremas —hasta 1.800 gpm— con tiras de chapa delgada de alta precisión. A estas velocidades, las fuerzas de masa deben compensarse mediante un sistema de contrapeso de masas cuando el conjunto carro más parte superior del utillaje supera los 200 kg.
La solución óptima es el sistema de guía de cuatro columnas, que alcanza precisiones de paso de 0,01 a 0,02 mm. Used for punching magnetic laminations for electric motors, electronic connectors and precision parts in continuous strip.
Press Brakes
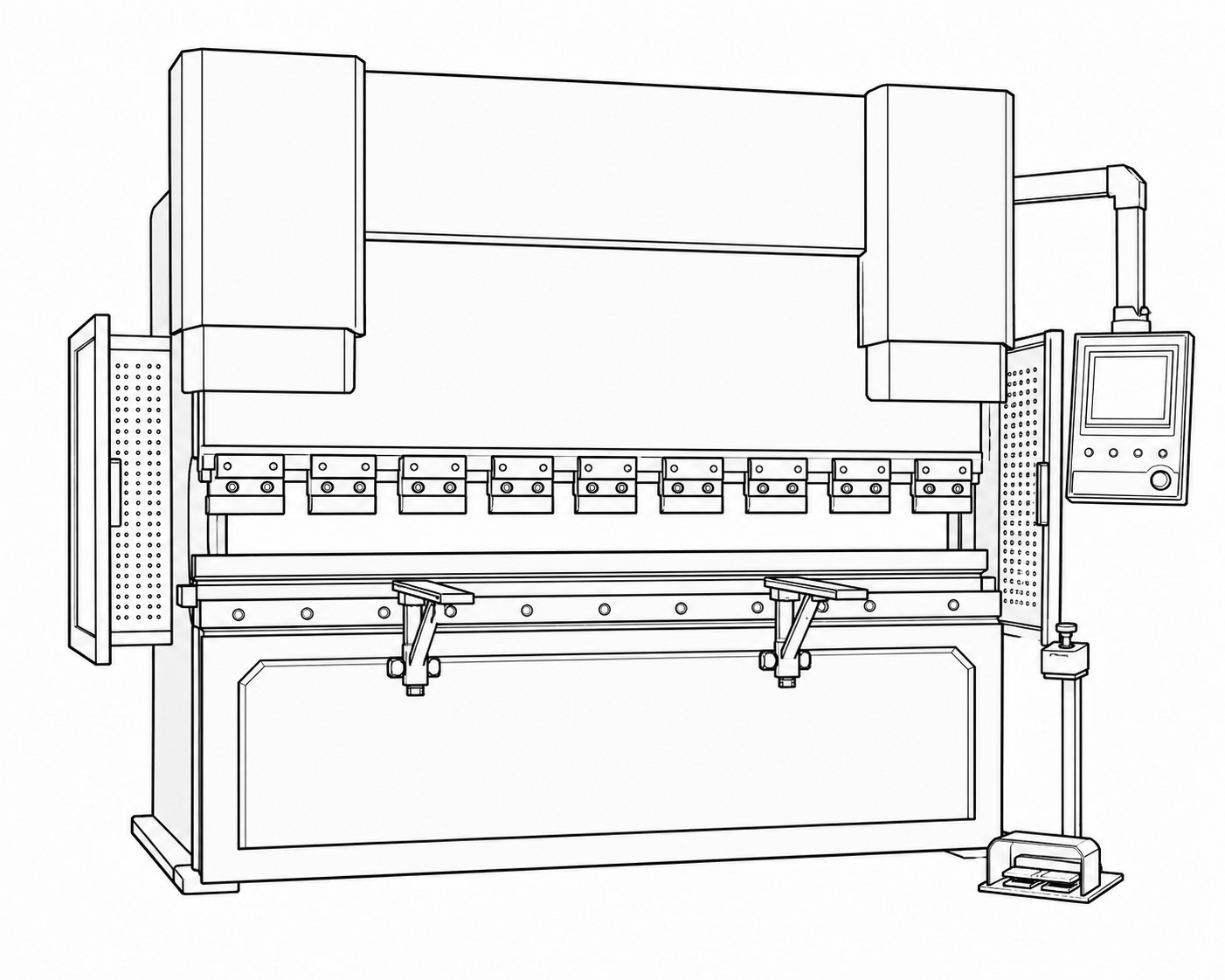
Las prensas plegadoras son máquinas de conformado especializadas en el plegado de chapa. Although usually classified as hydraulic presses, mechanical variants with crankshaft exist. Su característica esencial es la gran longitud del carro y la mesa —generalmente 2 a 4 m—, que permite piezas largas y pliegues rectos de alta calidad.
Las plegadoras hidráulicas modernas incorporan control numérico que programa la profundidad de plegado, la velocidad y la posición del tope trasero. With nominal forces of 800 to 4,500 kN and maximum rotation angle of 120°, they cover everything from thin precision sheet to thick structural sheet.
Applications by Press Type
The following table shows the characteristic application fields for each press type and the industrial sector where it predominantly operates.
| Press type | Characteristic applications | Sector / process |
|---|---|---|
| Screw presses | Straightening, bending, profiling, hot stamping, sizing, coining | Precision forging, tooling, silversmithing |
| Eccentric presses | Blanking, punching, shearing, drawing, bending, profiling, short-part extrusion | Automotive, white goods, toolmaking, electronics |
| Knuckle joint presses | Backward extrusion, coining, sizing, forward extrusion of short parts | Precision components, defence |
| Toggle press | Cold extrusion of long parts, thin-wall tube forming | Automotive, defence, precision extrusion |
| Wedge presses | Stamping, cold forming | High production, automotive, large series |
| Horizontal forging presses | Open-die forging, upsetting, punching and piercing of billets | Industrial forging, semi-finished products |
| Hydraulic presses | Straightening, deep drawing, stretch-draw forming, open-die forging, long-part extrusion | Aerospace, composites, structural aluminium |
| Automatic punching | Precision punching, magnetic laminations, connectors, terminals | Electronics, automotive, CNC coil-fed |
| Press brakes | Sheet bending, profile forming, edges and angles | Boilermaking, steel construction, short runs |
Do you need a press for your process?
Tell us what parts you make, what material and what tolerances you need. We will advise on the right type and tonnage, with no obligation.
Frequently asked questions sobre tipos de prensas
Las prensas mecánicas se clasifican en cinco grupos según el mecanismo de accionamiento del carro: prensas de husillo (a fricción), prensas excéntricas o de manivela (a un montante o dos montantes, inclinables), prensas de rodillera, prensas de cuña y prensas horizontales de forja. Dentro de cada grupo existen variantes por number of actions, disposición de montantes y tipo de embrague.
La prensa excéntrica es la más versátil y extendida en el conformado en frío. Se utiliza para troquelado, punzonado, embutición media y pequeña, plegado de chapa, perfilado y extrusión de piezas cortas. Su rango de fuerza nominal abarca de 0,1 a 100 MN, con cadencias de hasta 150 gpm en los modelos más rápidos.
La prensa a un montante (tipo C o cuello de cisne) tiene el bastidor abierto por tres lados, facilitando la alimentación automática de tira; su apertura en C introduce una flexión lateral bajo carga que reduce el paralelismo del carro. La prensa a dos montantes tiene bastidor cerrado, mayor rigidez y es la opción obligada para fuerzas superiores a 4 MN o embutición profunda donde se requiere paralelismo estricto.
La prensa de rodillera es una prensa mecánica de manivela en la que la fuerza se multiplica a través de un mecanismo de dos brazos articulados. Su característica fundamental es que la fuerza nominal solo está disponible los últimos 3-4 mm antes del punto muerto inferior (α = 32°). Ideal para acuñado, calibrado y extrusión directa de piezas cortas de alta precisión. No es apta para embutición ni operaciones con carrera larga.
La prensa de cuña elimina la flexión lateral del bastidor porque la cuña apoya uniformemente sobre toda la superficie superior del carro. Resultado: mayor rigidez, menores cargas laterales sobre las guías, mayor precisión dimensional, mayor vida del estampo y mejor regulación de la carrera. La prensa de cuña más grande construida para estampado ha alcanzado 80 MN con 60 gpm.
El rendimiento depende del tipo: la prensa de husillo tradicional con 2 discos de fricción alcanza el 28%; la prensa Vincent con ruedas cónicas solo el 15%; la prensa servo-eléctrica de accionamiento directo (rotor + volante como unidad única, sin discos) llega al 70%, siendo la más eficiente y la única que permite recuperar energía de frenado.